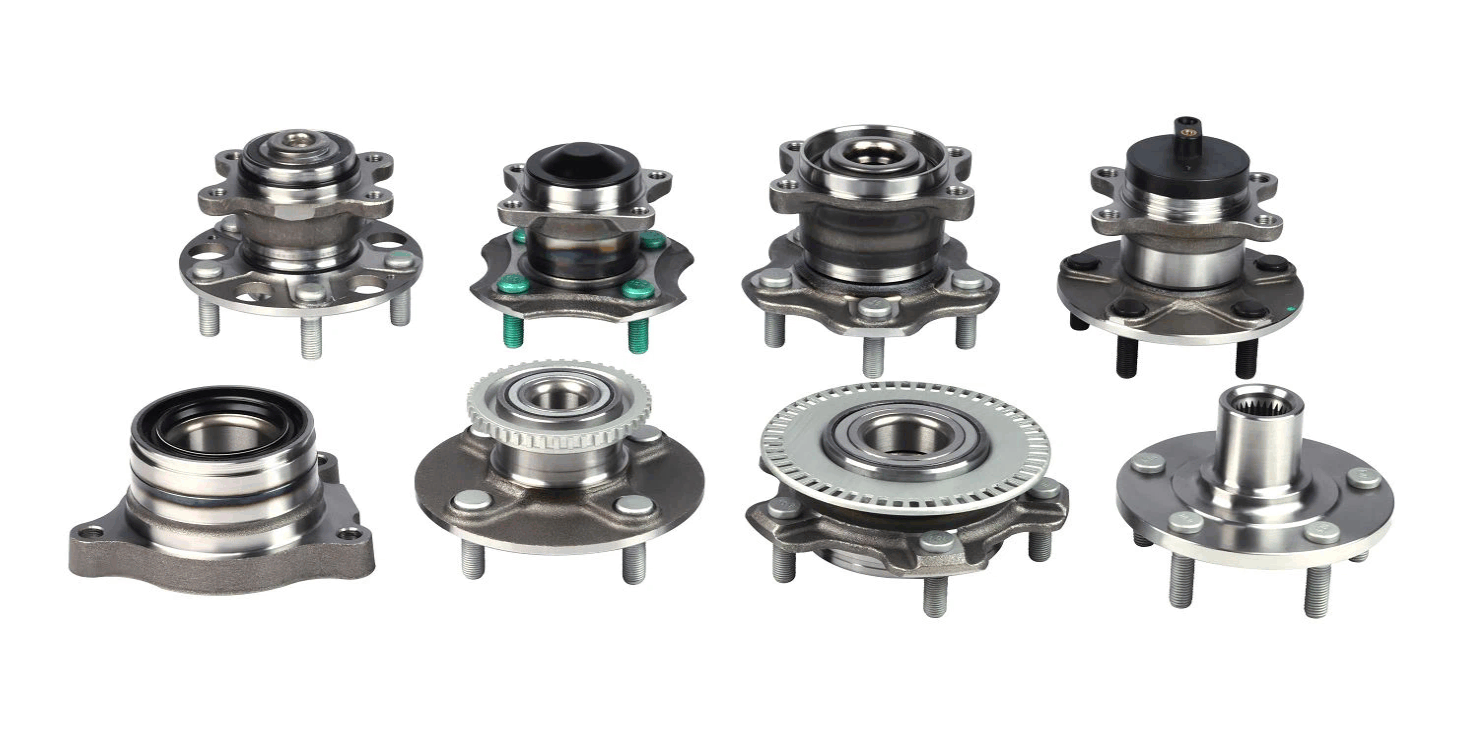
Hub bearing unit
Hub bearing unit
- İmalat
- 4 yıl önce
- / Değiştirmek için önce il seçiniz / Değiştirmek için önce ilçe seçiniz
Açıklama;
Hub bearing unit is applied to the axle of the car to support the weight and provide accurate guidance for the rotation of the hub, carrying both axial and radial loads, representing an essential part of the car's load and rotation.
I: Raw materials for inner and outer rings
Raw materials
The use of fixed furnace procurement of bearing inner and outer rings shall be higher than standard GB/T18254, including non-metallic inclusions, carbide heterogeneity, in chemical elements, round steel, as well as related raw materials determined enterprise standard PAD1, controlling the risk of potential bearing failure from sources.
Inner and outer ring blanks
The required shape, process dimensions, etc. are made according to the part or product to further process the production object. The quality of the blank directly impacts the internal quality and service life of the bearing.
Ovality
In the precise state of ovality, the ball inner and outer ring raceway clearance with uniform, smooth rotation without the blocking effect, not easy to wear out, thus strengthening the service life.
Seal
1、The sealing ring adopts the effective waterproof and dustproof structure.
2、Adopts the superior Japanese NJ230 rubber, and improves and perfects the formula for the product characteristics, with the advantages of high temperature resistance, abrasion resistance and anti-aging.
3、Adopts vacuum vulcanization process to guarantee the consistency of dimensional accuracy, resulting in a neater product appearance and a 100% increase in service life.
Retainer
The retainer is made of BASF nylon, with smooth surface and no defects such as edge spill, burr, crack and peeling. It has excellent impact resilience performance and aging resistance.
Rolling body
1、The surface is reinforced.
2、Grade G10, brightness <0.025um, enhancing the service life of the rolling body.
3、By pickling inspection, the surface is free of scratches and burns.
Grease
Using high viscosity index mineral oil and lithium soap base formulated with high quality lubricating effect, excellent bearing performance, superior mechanical stability, anti-oxidation and corrosion prevention properties.
Heat treatment
Adopting continuous mesh belt furnace quenching and tempering technology, the quality of which meets the OE product quality standard.
Advanced grinding process
1、The inner ring grinding super automatic line.
2、The inner ring groove, caliber and small end face are formed and processed at the same time.
3、The same datum surface is adopted for processing.
Maintenance tips
Scheduled inspection, proposed every 12 months or 150,000 km for a test.
Noise test
1. The axle will be propped up, rotate the tires by hand, if the rotation has obvious noise or if the noise is amplified with the increase of the speed of the rotation of tires, the bearings are damaged and require replacement (Requirements: forward and reverse directions with different speeds to rotate)
2. Axial clearance test (the meter frame is fixed on the axle housing, with the meter head pressed vertically on the end surface of the wheel hub, pull the wheel hub back and forth axially for testing) When the axial clearance exceeds 0.2mm, please determine the wheel hub locking nut status as a priority, if intact, the nut can be removed and re-locked, test the axial clearance again, if the clearance is still more than 0.2mm, it is necessary to replace it.
3. Visual inspection for grease leakage
If a small amount of grease is found on the seal surface, it is considered normal and may be ignored.
Note: If the above inspection procedures have been completed and the system is operating normally, do not remove/clean/grease the system and just keep it in place (always follow the above requirements when performing inspections).
Maintenance Description
1. If any of the parts such as hub, bearing or oil seal fail during use, please replace the hub assembly (with bearing unit).
2. Disassembly Instructions (When the brake shoes and other parts require replacement, the following points should be noted when disassembling the wheel hub assembly)
① Flatten the locking edge of the axle head nut, detach the axle head nut with a socket (XZ-783-160623) and remove the thrust spacer.
③ When removing and placing it, please pay attention to the inner O-ring dropping, if it does, please clean it and place it in the slot.
Installation Instructions
① Clean the axle housing head journal and coat a circle of lubricant (gear oil is sufficient) on the axle head journal.
② Take the hub assembly (with bearing unit), set the axle head straight and push it into place on the axle head.
③ Fit the thrust spacer and axle head nut, and tighten with a socket (XZ-783-160623) to the torque: (1050±100) Nm:
Note: In tightening the axle head nut, turn the hub by hand while tightening the nut.
İlk yorumu siz yazarak düşüncelerinizi diğer kullanıcılarla paylaşabilirsiniz.
Öne Çıkan İlanlar
Duyuru!
Satıcıyla yüz yüze görüşmeden ve alacağınız ürünü görmeden kapora ödemeyin, para göndermeyin.Ödemeyi ürünü teslim alırken yapın